O Perfil de uma esquadria de alumínio

Link da apresentação Pecha Kucha:
O perfil, é o principal componente de uma esquadria de alumínio. Esta postagem é dedicada para descrever os processos de conformação envolvidos em sua fabricação. Você tem noção de quantos processos estão envolvidos?
A extrusão de alumínio, é o primeiro processo envolvido. Ocorre em alta temperatura, ao empurrar um tarugo de alumínio contra uma matriz. A aplicação do produto extrudado depende do design do perfil, definido pela matriz, a liga de alumínio e o tratamento térmico utilizado. Isto lembra o básico termo de ciência e engenharia de materiais onde diferentes processos geram diferentes estruturas e consequentemente diferentes aplicações.

As esquadrias de alumínio são amplamente utilizadas na construção civil. São leves, duráveis, possuem um ótimo acabamento e dependendo do modelo de esquadria utilizado. Os projetos de esquadrias de alumínio, permitem serem leves e baixo custo, reduzir o consumo de ar condicionado e luz elétrica, mas também podem melhorar o conforto térmico e acústico de usuário. As diferentes linhas atendendo diferentes requisitos de custos, alternando-se principalmente o design dos perfis, dimensões, componentes poliméricos e vidros. É possível atender desde residências populares, casas, apartamentos e até construções de alto padrão.

A liga de alumínio utilizada para as esquadrias de alumínio, é a liga 6063 ou a liga 6060. Entretanto, é tratada termicamente após seu processo, aplicando-se o tratamento T5, alterando a nomenclatura da liga para 6063T5 ou 6060T5.
De acordo com a NBR ISO2107: Alumínio e suas ligas, as temperas básicas das ligas são identificadas com alguma letra e um ou mais números após, dependendo do tipo de tratamento e nível dele. Por exemplo, a letra “F” remete-se como fabricada, a letra “O” recozida, “H” encruada, a “W” solubizada e a “T” tratada termicamente para produzir temperas estáveis, diferentes da “F”, “O” ou “H”. Esta letra “T” será sempre acompanhada com um número entre 1 e 10, para definir o tipo de resfriamento.
No caso da têmpera T5, refere-se a uma liga que “foi resfriada bruscamente após um processo de conformação a uma temperatura elevada e depois envelhecido artificialmente”, isto descreve resumidamente o que ocorre no processo de extrusão do alumínio.
Confira no vídeo abaixo como ocorre o processo de extrusão de alumínio.
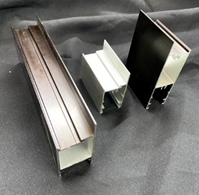
Note que durante o vídeo, o tarugo é aquecido até a temperatura de solubilização e então resfriado bruscamente, após isto o processo segue e o vídeo acaba no forno de envelhecimento artificial, que é a parte final do tratamento térmico. Após o tratamento, perfil é encaminhado ao acabamento, que pode ser o de anodização ou pintura, de acordo com o projeto especificado de engenharia ou arquitetura, como mostra as imagens abaixo.


Um perfil anodizado e um perfil pintado em diversas cores
· Confira aqui um vídeo do processo de anodização do alumínio
https://www.youtube.com/watch?v=ERDECBJTuR8
· Confira aqui um vídeo do processo de pintura do alumínio
https://www.youtube.com/watch?v=bbZaFQT39EM
O perfil, então é separado e enviado as distribuidoras de alumínio, onde é separado por código e geralmente é disponibilizado um catálogo, como deste LINK, onde o cliente escolhe os perfis necessários de acordo com o modelo de esquadria que irá montar. Para a montagem da esquadria, também será necessário a utilização de outros componentes de plástico e borracha, geralmente fornecidos em conjuntos pela empresa que fornece o perfil. Finalmente será necessário também o fornecimento do vidro, que pode ser montado antes ou depois da montagem final da janela.

Partes de um catalogo de uma linha de Perfis de Alumínio.
A conformação do perfil de alumínio - usinagem

Em geral uma serralheria adquire os perfis nas distribuidoras e então os perfis são encaminhados para a fabricação e montagem. Lá os perfis são cortados em serras circulares, na dimensão especificada no projeto da esquadria.
Após cortado, muitos perfis necessitam de uma usinagem, esta pode ser realizada de inúmeras maneiras:
Manual: utilizando ferramentas como formão, serra manual, alicates e furadeira – necessita de baixo investimento, porém é mais trabalhosa e que gera um acabamento inferior e medidas imprecisas. Investimento estimado entre R$ 100,00 e R$ 500,00.
Usinagem em pantógrafos: um pantógrafo, ou uma fresadora copiadora, estampagem por fresagem que irá realizar uma usinagem de acordo com o gabarito preso na máquina. É recomendado para usinagens que não são possíveis de serem realizadas em estampos. Investimento estimado entre R$ 3.000,00 e R$ 15.000,00.
Estampos: é o processo de conformação de estampagem por corte, mais utilizado para fabricação de esquadrias de alumínio. Garante precisão dimensional, aliado a um custo proporcional e alta produtividade. A desvantagem é que é necessário definir qual linha e modelo de perfil irá trabalhar, para então investir em uma ferramenta. Pode ser de acionamento manual, ou pneumático. Investimento estimado entre R$ 4.000,00 e R$ 40.000,00.

Centros de usinagem: é o processo de conformação de estampagem por fresagem, que tem a flexibilidade de realizar processos tanto do pantógrafo, quanto do estampo, entretanto é necessário um alto investimento. É recomendado também para alta produção, e repetibilidade, pois há necessidade de troca de programa ou de zeramento no equipamento a cada nova usinagem. Investimento estimado entre R$ 100.000,00 e R$ 1.000.000,00.
O vídeo abaixo resume os processos de usinagem e montagem de uma esquadria de alumínio:
Esta postagem demonstra resumidamente os processos de conformação envolvidos em uma esquadria de alumínio e foi desenvolvida como parte de avaliação da disciplina de Conformação Mecânica, professor Juliano Toniolo - o seu blog é :https://professortoniolo.wordpress.com/
Programa de Pós Graduação em CIências e Engenharia dos Materiais - http://ppgtem.ifrs.edu.br/
Instituto Federal do Rio Grande do Sul - Campus Caxias do Sul, Farroupilha e Feliz
Referências
AFEAL: Proposta Técnica Residencial. Disponível em: http://afeal.com.br/rev/wp-content/uploads/2019/05/Proposta-tecnica-residencial.pdf Acesso em: 24 oct. 2020.
ALCOA.
Ligas e têmperas de extrusão., Alcoa, 2010. Disponível em: https://docplayer.com.br/6289952-Perfis-extrudados-de-aluminio-ligas-e-temperas-de-extrusao.html.
Acesso em: 17 oct. 2020.
ASSOCIAÇÃO BRASILEIRA DE
NORMAS TÉCNICAS. ABNT NBR
ISSO 2107: Alumínio e suas ligas – Produtos Trabalháveis – Designações das
têmperas. Rio de Janeiro, 2008.
ECOVITA. Pirajuí I. Disponível em: https://ecovitaconstrutora.com.br/empreendimentos/pirajui-i/ . Acesso em: 24 oct. 2020.
FIOSUL. Fiosul Ferramentaria,. Disponível em: https://fiosul.com.br. Acesso em: 24 oct. 2020.
MAGECOLOR. Magecolor Pintura em Perfil de Alumínio. Disponível em: http://www.magecolor.com.br/ Acesso em: 24 oct. 2020
SCHUCO. Shüco Esquadrias de Alumínio. Disponível em: https://www.schueco.com/web2/br Acesso em: 24 oct. 2020.
MATRIZES CARDEAL - Matrizes Cardeal Indústria Importadora e Exportadora - Cortesia de Vídeos e Imagens de Estampos e Perfis de Alumínios. Site: matrizescardeal.com.br


Comentários
Postar um comentário